
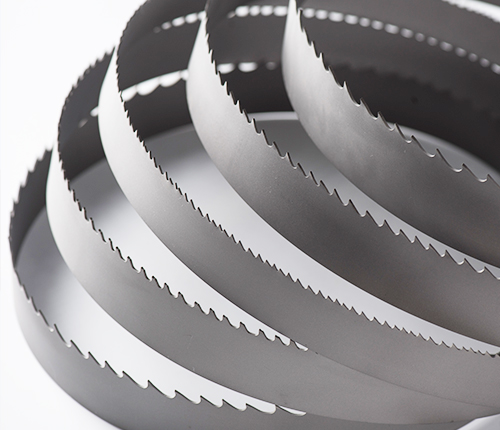
齿尖磨损-带锯条失效现象分析
文章出处:锯切技术 人气: 0发表时间:2020-03-18
磨损部位很平滑,刃尖被磨成圆角。
可能原因:
a)采用了不正确的磨合程序.新双金属带锯条锯条开始使用时,用70%的正常线速度和50%的正常进给速度锯切大约500 cm²的材料,硬质合金带锯条磨合时线速度要设定更低。
b)线速度设定过高,导致齿尖发热加速了锯条的磨损
c)进给过低导致带锯条齿尖发生摩擦磨损。这种现象多发生在锯切有加工硬化的材料中,比如不锈钢和工具钢。锯切不锈钢时要尽量选取带大的正前角的锯条。
d) 锯切高硬度的材料。锯切参数表中推荐的参数主要是针对退火状态的材料,如果材料通过了调质或者淬火,需要将锯切的线速度和进给速度调低,具体调低幅度应根据最终材料硬度来确定。
e) 切削液不足或者比例或应用方法不正确。用浓度仪检查切削液的浓度,保证有充分的切削液。加水时,一定要同时添加切削液,否则冷却条件、润滑条件将会发生变化。

上一篇:圆锯机与带锯床的切削类型分析下一篇:没有了



 扫描添加微信
扫描添加微信